
Toru Noguchi
Specially Appointed Professor, Research Initiative for Supra-Materials, Shinshu University
1977: Graduated from the Department of Metallurgical Engineering, Faculty of Engineering, Tohoku University
1986: Completed the Master's Program in Material Science, Kobe University Graduate School
2002–2010: Senior Researcher, Development Division, Nissin Kogyo Co., Ltd.
2010–Present: Specia
lly Appointed Professor, Carbon Science Research Institute, Shinshu University
Current Position: Specially Appointed Professor, Research Initiative for Supra-Materials, Shinshu University
Research areas: Polymer properties, structure and properties of composite materials, nuclear magnetic relaxation, dynamic viscoelasticity, etc.
Collaborating universities, laboratories: University of Tokyo, Isogai Laboratory, Tohoku University, Jinno Laboratory, Tokyo Institute of Technology, Nakajima Laboratory, Kyoto University, Urayama Laboratory, Kanazawa Institute of Technology, Kageyama Laboratory, etc.
Collaborating companies: Collaborative research with 15 companies
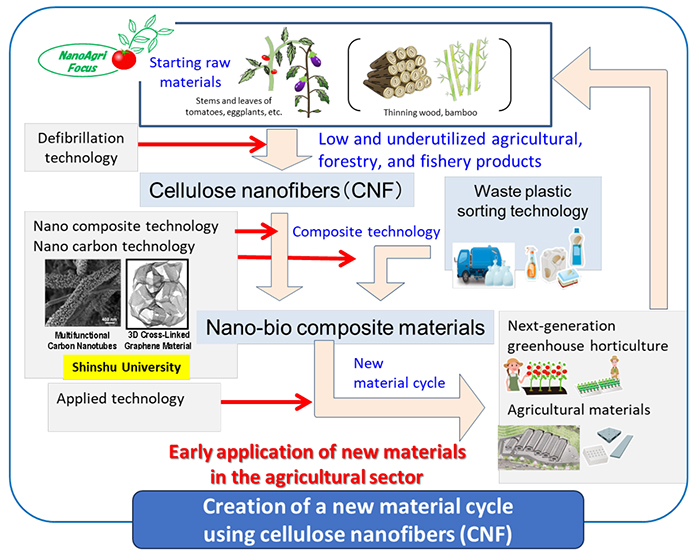
We propose the establishment of a new material cycle utilizing cellulose nanofibers (CNFs) derived from waste materials. We aim to add value to agricultural products, reduce management costs by increasing the efficiency of waste plastic reuse, and improve attractiveness to young people by presenting a new model of greenhouse horticulture. We will form a recycling-oriented sustainable society through Japanese-style agricultural-industrial collaboration.
Figure 1 depicts the agricultural and industrial cycle. Here, “industry” refers to plastic and rubber materials used in automobile parts and general industrial parts. “Agriculture” refers to the cultivation and sale of crops and flowers produced through greenhouse horticulture. This cycle connecting “industry” and “agriculture” is expected to be established through the following processes.
First, there is a technology to sort plastics discarded from industrial products into material-recyclable types. Since the sorted plastics cannot be returned to their original state, it is necessary to develop a technology to manufacture composited CNFs as a highly reinforcing material. Ideally, the composited and recycled plastic should be further recyclable1-4. In this way, CNFs will increase the value of waste plastics.
On the other hand, plastics that cannot be sorted are incinerated, and the generated thermal energy from incineration is used for power generation to grow crops and flowers. In greenhouse horticulture, the temperature inside the greenhouses can be regulated and light-emitting diode light of appropriate wavelengths can be used to aid the growth of crops. Waste plastics can also be used to power various automated systems, such as watering, and waste heat from incineration can be used to aid growth. Greenhouse horticulture generates a large amount of agricultural waste, which can be used as a source of CNFs in waste plastic recycling. In other words, it would be possible to set up and establish an industrial/agricultural cycle such as sorting waste plastics → incineration of waste plastics to generate electricity → electricity & waste heat → greenhouse horticulture → agricultural waste → CNFs → formation of CNF composites with waste plastics → agricultural (or industrial) materials → waste plastics.
According to the 2022 report by the Plastic Waste Management Institute (PWMI), the total amount of plastic waste generated was 8.23 million tons. Of this, 25% (1.8 million tons suitable for material recycling and 0.28 million tons suitable for chemical recycling) was recycled. Additionally, 62% (5.1 million tons) was used for energy recovery and thermal recycling. The remaining 13% was disposed of through simple incineration or landfill. Plastic products are difficult to recycle because they are degraded under various environmental conditions in which they are used and because they are a combination of several types of plastics. First and foremost, it is necessary to sort mixed waste plastics into plastics of the same type.
The most commonly used polyolefin resins are polypropylene (PP) (2.87 million tons, 35%) and polyethylene (PE) (1.97 million tons, 24%), which together account for approximately 60% of the total amount of waste plastics generated. Figure 2 shows an example of the breakdown of polyolefin waste recycling.
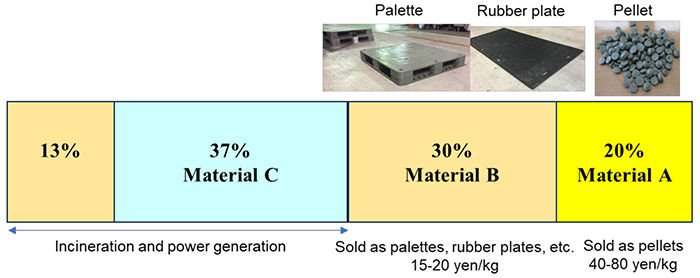
Approximately 50% of the material suitable for recycling consists of Material A (approximately 98% purity) and Material B (approximately 95% purity). However, their value is extremely low, ranging from 40 to 80 yen per kilogram for Material A (shown in Figure 2), primarily because it is mainly used as a combustion aid. Therefore, it can hardly be considered a true material for recycling. In order to enhance the added value of Material A, we attempted to form a composite of Material A with CNF.
Figure 3 shows the conversion of TOCN (TEMPO-oxidized cellulose nanofiber: approximately 3 nm in width) dispersed in water into a dry solid, one type of CNF. TEMPO (2,2,6,6-tetramethylpiperidine-1-oxyl radical) was used as the oxidation catalyst. As shown in the figure, CNFs are strongly hydrophilic nanofibers with functional groups such as carboxyl groups and numerous hydroxyl groups covering its surface. In order to exist on its own, each nanofiber must be supported by a large amount of water around it. Therefore, a water dispersion of CNFs contains a very small amount (1-2%) of CNF. When combining polymeric materials with CNFs, this large amount of water immediately interferes with CNF-polymer interaction. Since most resins and rubbers are hydrophobic (lipophilic) except for hydrophilic polymers such as polyvinyl alcohol and polyacrylic acid, the interaction of CNFs and most polymers is similar to that of water and oil.
Furthermore, nanofibers such as CNFs and carbon nanotubes (CNT) are difficult to separate individually due to their highly cohesive nature. In particular, CNFs are extremely difficult to isolate during composite formation because of extremely strong cohesion attributable to the formation of numerous and strong hydrogen bonds. When water is removed from a CNF aqueous dispersion, the nanofibers immediately aggregate and revert back to wood chips.
Therefore, we developed a method to produce an intermediate solid (powder shown in Figure 3) by removing a large amount of water without the nanofibers agglomerating with each other, and by elastically kneading the intermediate solid with a polymer, i.e., the CWSolid method. For details, please refer to references at the end of this article5-13.
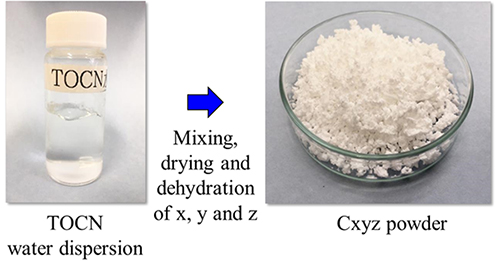
In the CWSolid12 method, surfactant x, which prevents the nanofibers in aqueous CNF dispersion from approaching each other and fixes them, solvent y (e.g., diethylene glycol/DEG), which temporarily prevents the nanofibers from approaching each other rapidly during dehydration, and substance z, which enhances CNF-polymer interaction during compounding, are first added to the CNF mixture and then the mixture is dehydrated to produce an intermediate (Cxyz powder). Surfactant z does not affect the composite material production itself, so it is possible not to add it. As shown in Figure 4, this intermediate is added to a roller device for elastic kneading7,8. While the normal kneading process utilizes the fluidity (viscosity) of the material (or mixture) to mix and knead, the elastic kneading process is affected by several factors including viscosity of the mixture, polymer and filler binding, and shear force, which are appropriately adjusted, and utilizes the elasticity of the mixture for kneading. In fluid kneading, the mixture is deformed by the shear force applied by the rollers and does not recover its shape after it leaves the rollers, whereas in elastic kneading, the mixture recovers its original shape the moment it leaves the rollers. It is thought that during recovery, forces in various directions are generated within the mixture, causing the agglomerates of nanofibers to be defibrillated and dispersed.
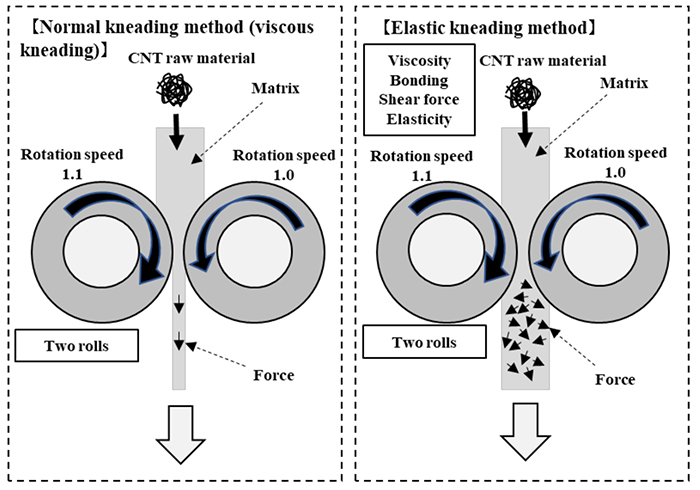
Table 1 shows the formulation of TOCN/PE (LLDPE) composites prepared by the CWSolid method. Sample Ref. is neat PE, Sample A is TOCN only, Sample B is TOCN and x only, and Sample C is a comparison sample of TOCN and y only. Samples D-3 (x:DTMACl) and E-3 (x:STMACl) were prepared by the CWSolid/Cxy method, and z was not used here. The TOCN filling rate was approximately 6 volume%, and y (DEG) was volatilized and removed during kneading at high temperature (125-130℃).
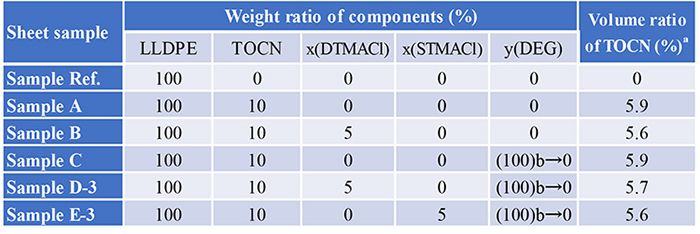 a. Calculated from the composite sheet densities using a density of TOCN of 1.48.
a. Calculated from the composite sheet densities using a density of TOCN of 1.48.Optical microscope images of neat PE and TOCN/PE composite sheets (approximately 80 μm thick) are shown in Figure 5. Numerous agglomerates several tens of μm in size were observed in the composite containing only TOCN, agglomerates several hundreds of μm in size were observed in the composite containing TOCN and x (DTMACl), and many large agglomerates of different shapes were observed in the composite containing TOCN and y (DEG). On the other hand, no agglomerates were observed in composites D-3 and E-3 made by the CWSolid method as well as in neat PE, and TOCN is considered to have been defibrillated. Thus, it can be seen that both x and y are required for defibrillation and dispersion.
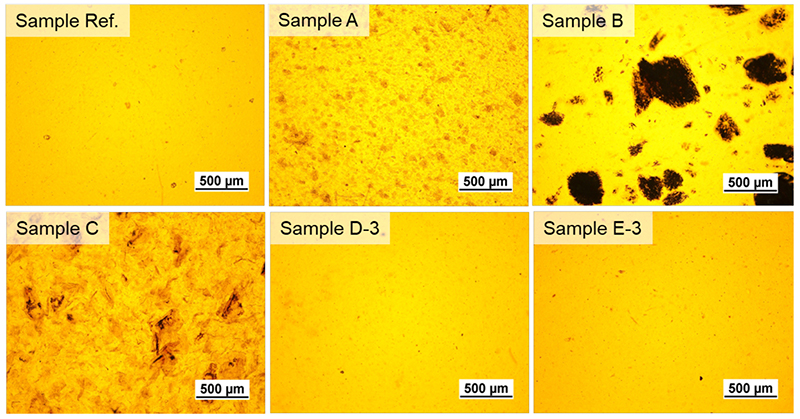
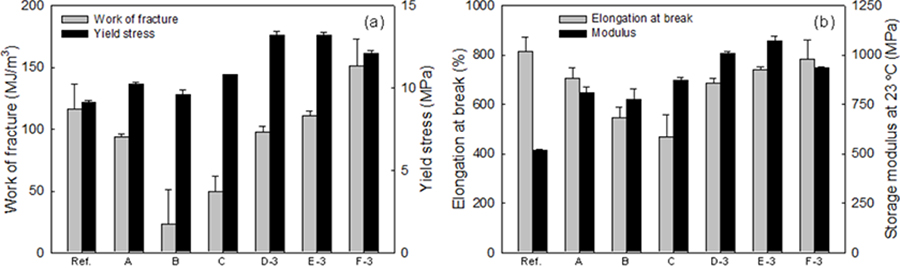
Figure 6 compares the tensile properties of the samples shown in Table 1 and Figure 5. For comparison, CNT/PE composite is also included. CNF/PE composite (A) shows an increase in storage modulus, but it can be considered to be at almost the same level as the storage modulus of neat PE. The x-only (B) and y-only (C) shows an increase in storage modulus, but the elongation and fracture energy are significantly decreased, which is thought to be due to CNF agglomerates shown in Figure 5 becoming defects. On the other hand, the composites D-3 and E-3 prepared by the CWSolid method have elongation and fracture energy equivalent to that of neat PE, and the yield stress and storage modulus are significantly increased, almost equivalent to that of CNT. These results show that the CWSolid method can be used to reinforce PE strongly with CNFs without reducing toughness, and it is noteworthy that the toughness is at the same level as that of CNT reinforced with hydrophobic particles. This CNF/PE composite can be used for agricultural sheets such as film farming, as well as various sheet applications and containers. It should be noted that this process is also applicable to PP11, which will be discussed later.
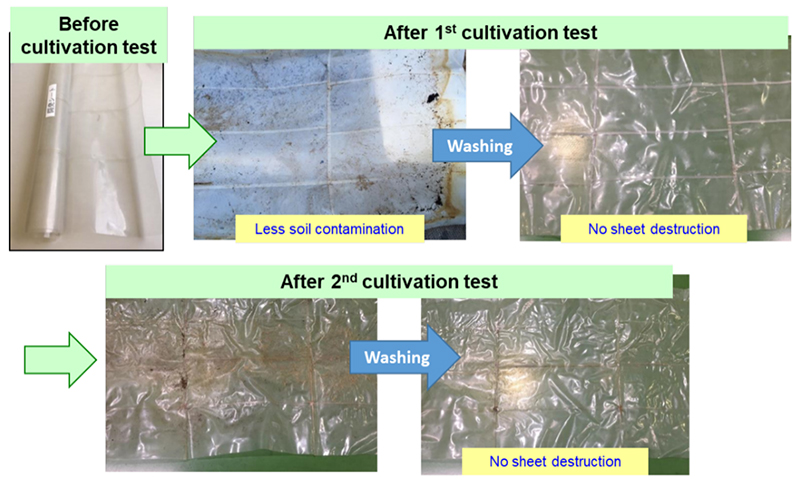
Shinshu University, in collaboration with Toyama Kankyo Seibi Co., Ltd. and the Isogai Laboratory at the University of Tokyo, conducted a cultivation experiment using a film farming method for growing tomatoes in a greenhouse setting using CNF/PE composite sheets. Figure 7 shows the appearance of the composite sheets after the test. Commercially available sheets are difficult to use multiple times because they deform or fragment significantly after one use (about half a year), but the durable composite sheets with low water absorption can be used multiple times (4 times, 2 years) without damage. Furthermore, the quality of the tomatoes harvested are equivalent to that of tomatoes harvested from current fields, and the yield is increased by approximately 10%.
The stems of tomato plants, which were waste products generated during the cultivation test shown in Figure 8, were used for CNF extraction via the TEMPO oxidation method. As a result, TOCN with an average width of 3.4 nm and a length of approximately 1,300 nm was extracted with a yield of over 84%. TOCN was also successfully extracted with a yield of over 80% from agricultural waste products such as flower stems, perilla, pear pruning branches, rice straw, rice husks, Erianthus, and Miscanthus. The quality of TOCN was also equivalent to that of commercially available TOCN. Among these, Erianthus and Miscanthus are sources of herbaceous biomass that are expected to be alternative fuels to petroleum. The possibility of using this method not only for biomass fuel but also for CNF production was confirmed.
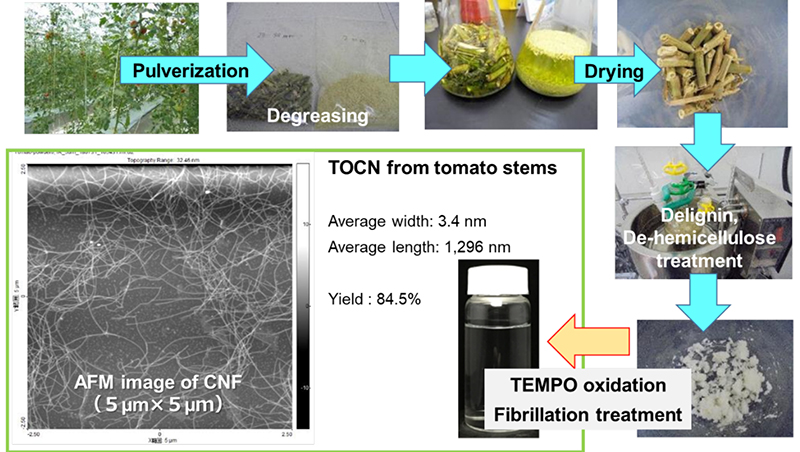
Figure 9 compares the tensile properties of PP waste plastic Material A and CNF/Material A composite. The CNF composite sample, which was produced using the CWSolid/Cxy method, contained about 6 vol% CNF. The PP waste plastic Material A stood out because its properties varied widely. The low average value of elongation was originally attributed to the presence of impurities of 2% or less, but the variation in this property was extremely large. Therefore, the lower limit of yield stress was greatly reduced. On the other hand, the CNF/Material A composite showed a large reduction in variation. The average value of storage modulus was also increased significantly. These effects may have counteracted the effect of structural defects by triggering the formation of 3D structure based on the dispersed arrangement of CNFs at the nanoscale level. Thus, the results indicate that CNF defibrillation and uniform dispersion reduces the variability of PP waste plastic Material A and regenerates its capacities.
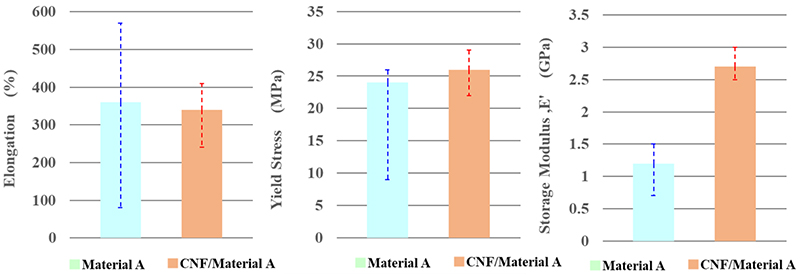
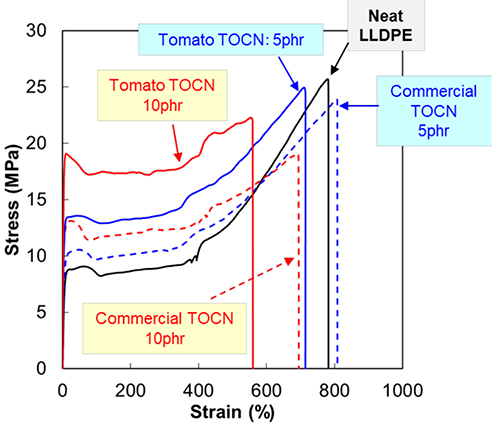
Figure 10 shows the reinforcing effect of tomato waste-derived TOCN on LLDPE composites. Tomato TOCN was found to increase yield strength by 45% and elastic modulus by 30% compared to commercial TOCN at the same fill volume. Elongation was also comparable to that of commercial TOCN. This is likely due to the approximate doubling of the average length of tomato TOCN and the corresponding doubling of the aspect ratio.
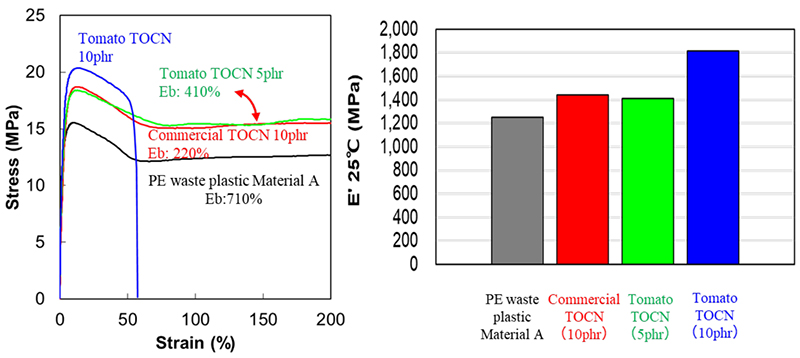
Next, combinations of waste materials are discussed. The reinforcement of PE waste plastic Material A with TOCN derived from tomato waste was investigated, and the results are shown in Figure 11. Compared to elongation for the PE waste plastic Material A alone, the elongations for combinations with PE waste plastic Material A were decreased, but the tomato-derived TOCN showed a smaller decrease in elongation. Additionally, in the tomato-derived TOCN, the increase in storage modulus (E') was twice as effective. This is thought to be due to the larger aspect ratio of tomato-derived TOCN compared to the commercially available TOCN. Similar experiments were conducted with waste materials from rice straw, rice husks, and flowers. The results showed that TOCN derived from waste materials, compared to commercially available TOCN, exhibited significant reinforcement effects including yield stress reduced by 35-60% and storage modulus increased by 60-90%.
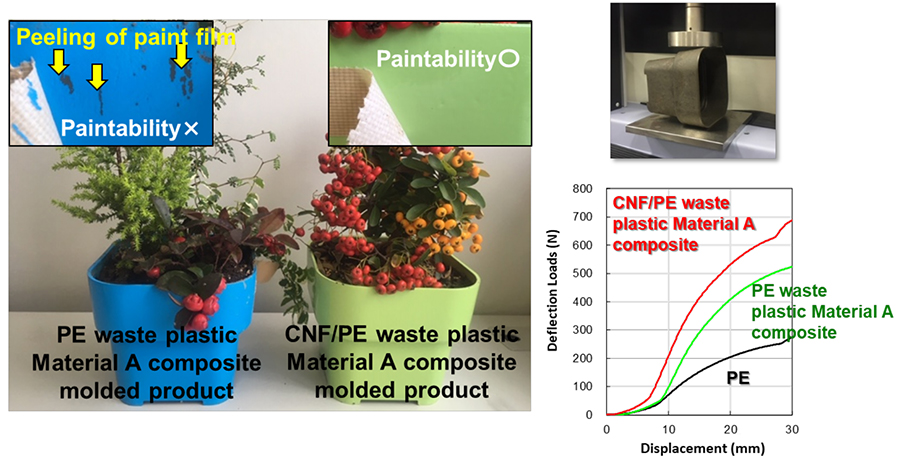
A prototype evaluation of pots for greenhouse horticulture was conducted using CNF/PE waste plastic Material A composites. The results showed that while the paintability of polyolefins was poor, on pots made from CNF/PE waste plastic Material A composites, it was good.
As shown in Figure 12, CNF/PE waste plastic Material A composite is strong and appears suitable for use in agricultural materials. Additionally, the application of processes such as injection molding and blow molding, as well as the development of planting pots, tanks, and containers, is being considered. Furthermore, while polyolefins cannot be bonded to surfaces using adhesives, CNF/PE waste plastic Material A composite can be easily bonded with commercially available adhesives. This is likely due to the formation of a hydrophilic surface, as the fine CNFs create a dense 3D structure at the nanoscale level. In contrast, coarser CNFs, on the order of several hundred nanometers thick, were unable to modify the surface.
We developed the CWSolid method, a technique to fibrillate and uniformly disperse ultra-fine CNFs, which are extremely difficult to fibrillate in resin matrixes, and we attempted to recycle waste plastics. In polyolefin resins, it was confirmed that CNFs can significantly reinforce the material while suppressing the reduction of toughness. Furthermore, CNFs were found to improve the properties of polyolefin waste plastics and significantly reduce the variability in characteristics, which is a major drawback of waste plastics.
Additionally, using the TEMPO oxidation method, CNFs with a high aspect ratio were extracted from various types of plant waste and underutilized plants. It was shown that these CNFs provide greater reinforcement and property enhancement compared to commercially available CNFs. This is likely due to the aspect ratio of waste-derived CNFs, which is approximately twice that of commercially available CNFs.
The recycling of waste plastics using waste-derived CNFs appears to be an effective technology for connecting the agricultural and industrial cycles.



