
Kenji Umemura
Affiliation: Professor, Research Institute for Sustainable Humanosphere, Kyoto University, Ph.D. (Agriculture)
He completed the Ph.D. program in Forest Products Engineering at the Graduate School of Agriculture, Kyoto University, in 1996. After serving as a Japan Society for the Promotion of Science (JSPS) Postdoctoral Fellow (PD) etc., he became a Assistant Professor at the Wood Science Research Institute, Kyoto University in 2003. In 2004, he was appointed Assistant Professor at the Research Institute for Sustainable Humanosphere, Kyoto University, and became an Associate Professor in 2010. Since 2020, he has held his current position. He is engaged in the development of wood adhesives and wood-based materials. In 2017, he was awarded the Award of the Adhesion Society of Japan.
Wood-based materials that are manufactured from lignocellulosic resources such as wood have attracted attention as environmentally friendly materials. However, in the current manufacturing process, synthetic resin adhesives are used to bond raw materials together. Since synthetic resin adhesives are mainly derived from fossil resources, there is a need to reduce their use in the future. As an alternative, bio-based adhesives manufactured from bio-resources are being actively studied. Our laboratory is developing bio-based adhesives that minimize dependence on fossil resources as much as possible and new adhesive technologies that take advantage of the characteristics of lignocellulose as an adherend. This paper outlines the characteristics of wood-based materials and wood adhesives, and introduces the technology of utilizing saccharides for wood adhesive production.
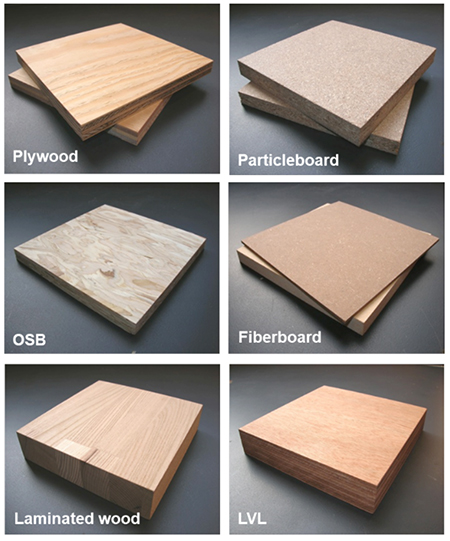
In general, wood-based material is a generic term for materials that are made from various wood elements and reconstituted with adhesives. Depending on the type and orientation of the wood elements, some products are used as panel materials, such as plywood, particleboard, oriented strand board (OSB), and fiberboard, while others are used as frame materials, such as laminated wood and laminated veneer lumber (LVL) (Figure 1). Some types of wood-based materials are made from waste wood or wood-based materials that are crushed and used as raw materials. In addition to wood, various lignocelluloses such as those from herbaceous plants may also be used as raw materials.
Wood is derived from trees that have grown by capturing carbon dioxide from the atmosphere through photosynthesis. Therefore, the carbon dioxide in wood-based materials is fixed, contributing to the reduction of global warming. If wood-based materials are used for a long time, they will deteriorate and eventually be discarded and incinerated, releasing carbon dioxide in the process, but if new trees are planted during the period of wood-based material use, the trees will take in carbon dioxide and grow. Therefore, wood is a carbon-neutral resource, and wood-based materials are also regarded as materials with low environmental impact. According to a recent FAO (Food and Agriculture Organization of the United Nations) report1, global production of plywood, particleboard, and fiberboard will increase through 2050, and the usefulness of these materials is expected to increase in the future.
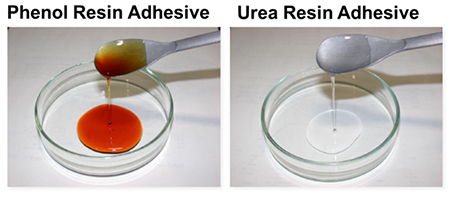
However, since the manufacture process of wood-based materials requires that the elements be bonded to each other, adhesives are basically indispensable. Currently, various synthetic resins are used depending on the application of each wood-based material. For example, formaldehyde-based adhesives include resorcinol resin adhesives, phenol resin adhesives (Figure 2), and urea resin adhesives (Figure 2). While resorcinol and phenol resin adhesives have structural applications, urea resin adhesives have interior uses. Synthetic resin adhesives are often synthesized from fossil resource-derived materials such as naphtha and natural gas, and in light of the recent trend away from fossil resource reliance, it is desirable to reduce their use in the future. Therefore, the development of bio-based adhesives using raw materials derived from plants and animals of bio-resources is gaining momentum.
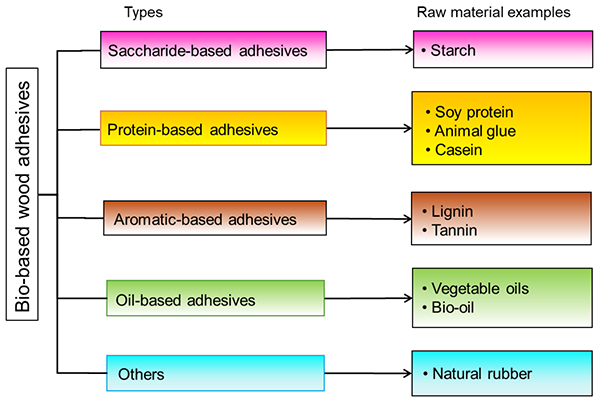
Bio-based adhesives were used before synthetic resin adhesives were developed, and various types of adhesives are described in old book on adhesives2. However, once synthetic resin adhesives were developed, bio-based adhesives were largely replaced by synthetic resin adhesives because of their superior adhesive performance, productivity, and economy. Bio-based adhesives are broadly classified into saccharide-based adhesives, protein-based adhesives, aromatic-based adhesives, and oil-based adhesives (Figure 3). Saccharide-based adhesives, often starch-based adhesives, and recently, adhesives containing low molecular weight saccharides such as sucrose have been studied as described below. Most studies of protein-based adhesives use soybean protein, and some studies use animal glue and casein. Lignin and tannin are often used in aromatic-based adhesives. The aromatic-based adhesives have been studied for a long time, with studies on lignan adhesives dating back to the 1950s. Owing to their chemical structure, lignins are often used in phenol resins as a substitute for phenol, and lignin-phenol resin adhesives are now in practical use in Japan3. Oil-based adhesives are broadly classified into vegetable oils and bio-oils. Among vegetable oils, castor oil has been studied as a polyol raw material for polyurethane adhesives. Bio-oils are obtained from bio-resources such as wood by thermochemical processes, and are often studied as raw materials for formaldehyde-based adhesives. A representative research approach for these bio-based adhesives includes: (1) partially replacing the raw materials of synthetic resin adhesives with bio-based substances, (2) utilizing bio-based substances as the main component and converting them into adhesives through chemical modification or cross-linking agents, and (3) combining methods (1) and (2).
In addition, methods are developed to prepare raw materials for synthetic resin adhesives such as phenol and formaldehyde from bio-naphtha and bio-ethanol4. In this case, the starting material is simply replaced with biomass, and the same adhesive can be obtained from the same raw material through conventional method. Therefore, it is expected as a new bio-based adhesive.
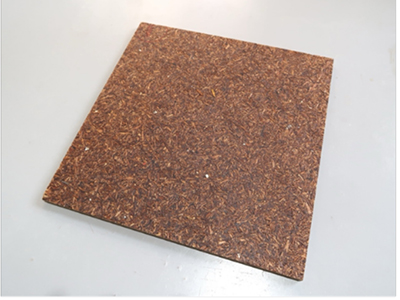
Citric acid is a well-known bio-substance that is abundant in citrus plants such as lime and lemon, industrially produced by microbial fermentation of starch and sugar, and generally used in foods and detergents. In our laboratory, we found that citric acid functions as an adhesive for lignocellulose such as wood5. To date, various researchers have attempted to use citric acid as an adhesive to produce particleboard, fiberboard, plywood, and molded materials from wood, sorghum bagasse, bamboo, bark, nipa palm leaves, chigaya, and sugarcane bagasse6. As an example of a laboratory particleboard manufacturing method, an aqueous citric acid solution is prepared as an adhesive, which is sprayed onto the particles. Once dried, the particles are shaped into a mat and hot-pressed at about 200°C in a hot press to produce particleboard (Figure 4). The adhesion mechanism between wood and citric acid was investigated using NMR, and it was confirmed that the hydroxyl groups in the wood and the carboxyl groups of citric acid are ester bonded7, indicating that the adherend wood and the adhesive citric acid are chemically bonded. In general, it is believed that adhesion by chemical bonding between the adherend and the adhesive rarely occurs in wood bonding with synthetic resin adhesives, and in this respect, new possibilities for wood bonding are expected.

In this citric acid adhesion, we attempted to add sucrose to improve its adhesive performance. Sucrose is the main ingredient of sugar and is a safe substance found in food and beverages. Particleboards were manufactured using different ratios of citric acid and sucrose, and their physical properties were investigated. It was found that the best adhesion was obtained at a citric acid-to-sucrose ratio of 1:3, with a significant contribution from sucrose. Investigation of the adhesion mechanism revealed that sucrose is converted into a furan compound by citric acid during the hot-pressing process, and that high board properties are achieved through the synergistic effect of the ester bond of citric acid8. In addition, since resistance to termites and decay fungi was a concern with adhesion using bio-substances such as citric acid and sucrose, we conducted termite and decay resistance tests on particleboard bonded with citric acid and sucrose. The results showed that the performance of the particleboard was almost equivalent to that of particleboards with synthetic resin adhesives9.
Considering the adhesion mechanism of citric acid and sucrose, sucrose may be thermally cured when heated under acid catalyst. Therefore, as a basic study, we investigated the physical and chemical changes of sucrose by adding ammonium dihydrogen phosphate (ADP) to sucrose and heating it10. By changing the amount of ADP added, heating temperature, and heating time, we found that when 10 wt% ADP was added and heated at 180°C for 10 minutes, sucrose was converted into a furan compound that was insoluble in boiling water. Based on the results obtained, we attempted to produce particleboard (Figure 5) using a mixed aqueous solution of sucrose and ADP as an adhesive11. The amount of solid applied was 20 wt%, the pressing time was set to 10 minutes, and boards with a target density of 0.8 g/cm3 were made by changing the ratio of sucrose to ADP and the pressing temperature. When their physical properties were examined, boards produced with an 85:15 sucrose-to-ADP ratio and a pressing temperature of 200°C exhibited excellent physical properties, indicating that sucrose can be used as an adhesive.
Next, the manufacture of plywood using this adhesive was investigated. In the manufacture of particleboard, it is necessary to spray the adhesive onto the particles, so it is essential to keep the adhesive viscosity low. On the other hand, in manufacture of plywood, since the adhesive is applied to the veneer, it is necessary to prevent absorption and form an adhesive layer, so a certain level of viscosity is required. Therefore, a mixed aqueous solution of sucrose and ADP was heated in advance at a predetermined temperature and time to increase the viscosity by prepolymerization. Then, plywood was manufactured using it as an adhesive12. When manufactured under pressing conditions of 170°C for 7 minutes, plywood with an adhesive prepared by heating a 90:10 sucrose-to-ADP mixture at 90°C for 3 hours showed the best shear strength and water resistance. The chemical structure of the adhesive showed the presence of furan, pyran, and ketone, indicating hydrolysis and denaturation of sucrose by ADP.
Based on the adhesion mechanism of sucrose, if the adherend contains a large amount of saccharides such as sucrose, glucose, and fructose, there is a possibility that wood-based materials can be manufactured using these saccharides as adhesive components. Therefore, we focused on oil palm trunk (Figure 6). Oil palm trees are planted extensively in Southeast Asia to obtain palm oil. These oil palms need to be cut down and replanted every 25 years or so, and a large number of trunks are felled in this process and are rarely used. Oil palm trunks have much amount of parenchyma cells containing extractive components such as water-soluble saccharides, resulting in lower density and inferior strength compare to wood. In particular, the inner part of the trunk has a high proportion of parenchyma cells, and is considered to be of extremely low value as lumber13. Therefore, we attempted to use the inner part of the trunk as raw material to produce particleboard without using adhesives. After spraying ADP solution onto the particles and drying, particleboard with a target density of 0.8 g/cm3 was manufactured under pressing conditions of 180°C for 10 minutes. The bending properties, internal bond strength, and dimensional stability of the resulting board were most excellent when the ADP addition rate was 10 wt%, and in particular, dimensional stability was significantly higher. We investigated the cause of good properteis and concluded that the water-soluble saccharides in the raw material was converted into a hot water-insoluble furan compound by heating in the presence of ADP, leading to the development of adhesive properties14,15. To improve particleboard performance, sucrose was added together with ADP16. Compared to the board made with ADP only, the board made with ADP and sucrose had more than 1.7 times greater bending properties and more than 3 times greater internal bond strength, confirming that the addition of sucrose was effective in enhancing the board's properties. Furthermore, it was revealed that this particleboard had comparable termite resistance and decay resistance to particleboard bonded with synthetic resin adhesives.

Regarding adhesive technology essential for the production of wood-based materials, the characteristics of wood-based materials and wood adhesives, and introduces the new technology of utilizing saccharides for wood adhesives were introduced. In order to achieve decarbonization and carbon neutrality, lignocellulosic resources such as wood will be extremely important in the future. To use these efficiently and sustainably, cascade utilization is desirable, and a resource circulation model, such as planting and using, is also required. In this context, while the long service life of wood-based materials makes them effective options, new adhesive technologies for the future are needed. In addition to the technologies introduced here, new research is being conducted focusing on sugar alcohols that rely as little as possible on fossil resources17. We would like to continue our research toward the development of sustainable wood-based materials.



